Контрольная работа по дисциплине «Технология производства электронных средств» на примере изделия «Делитель сигналов» (ФМТС.468513.014). Документ включает исходные данные и конструктивное описание корпуса, плат и крепежа; подробную технологическую схему сборки и маршрутные карты операций (пайка, сборка, ОТК); расчет допустимого зазора и усилия затяжки фланцевого уплотнения с резиновой прокладкой (твердость 30 по Шору A) и задание по термоформованию пластмассовой детали. Приложены ссылки на ГОСТы
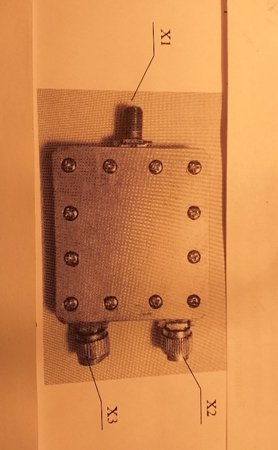
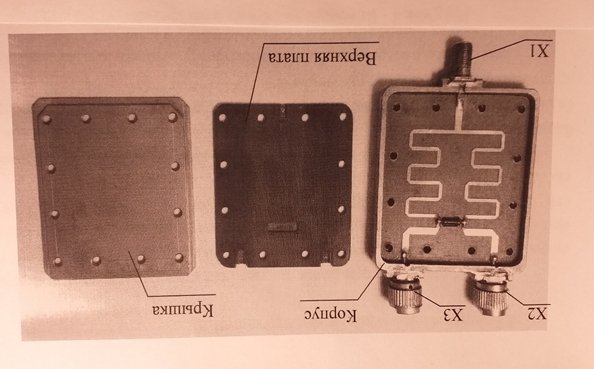
Описание изделия: Делитель сигналов (ФМТС.468513.014). Состав: корпус латунный с серебрением, крышка, верхняя плата, печатная плата ФМТС.469179.011 с припаянным резистором С2-33-0,125-100 Ом, соединители Х1 (СР50-267Ф) и Х2/Х3 (ФМТС.468566.011), винты М2×8 – 12 шт. Корпус имеет фланцы для пайки соединителей и 12 резьбовых отверстий М2. Платы выполнены из материала ФАФ-4Д ГОСТ 21000-81, предусмотрены углубления под резистор. Приведён перечень составных частей (таблица) и схемы сборки.
Последовательность сборки: укорачивание выводов резистора и пайка на печатную плату в углублении; установка платы в корпус; пайка по контуру фланцев соединителей и соединение внутренних проводников с проводниками платы; установка верхней платы, закрытие крышкой и закрепление 12 винтами. Выделены ступени: 1) сборочная единица плата; 2) Сборка №1 — корпус + плата + соединители; 3) финальная сборка с верхней платой и крышкой. Включены примечания по методу пайки и контролю сборки.
Разработка маршрутных карт по форме 2 (первый лист) и форме 1б (продолжение). Указаны правила заполнения основной надписи (графы 1–31), кодирование обозначений документов (пример П.1018000.0001 и др.), служебные символы строк (А, Б, К, М, О, Т). Приведены примеры заполнения: операция 005 – пайка, 010 – сборка, 020–030 – технический контроль; нормы, единицы нормирования (н/час), состав исполнителей, материалы (припой ПОС, канифоль), оснастка и средства защиты.
Цель: определить допустимый зазор и рассчитать усилие затяжки принудительного уплотнения корпуса и крышки с резиновой прокладкой твердостью 30 по Шору A. Исходные данные: диапазон рабочих температур −10…+55 °C, температура сборки +20 °C, базовая характеристика резины по таблице. Шаги расчёта: 1) по таблице упругих свойств выбираем допустимый зазор 0,5 мм при давлении 10 МПа; 2) строим базовую характеристику T=F(P); 3) определяем точки A (минимальная T и P) и B (максимальная рабочая T и соответствующее P≈83 МПа); 4) по сборочной температуре (+20 °C) находим необходимое усилие 45 МПа; учтена релаксация резины (снижение напряжения: −14% через 20 мин, −25% через 2 суток, затем стабилизация) и рекомендация повторного обжатия через 2 суток.
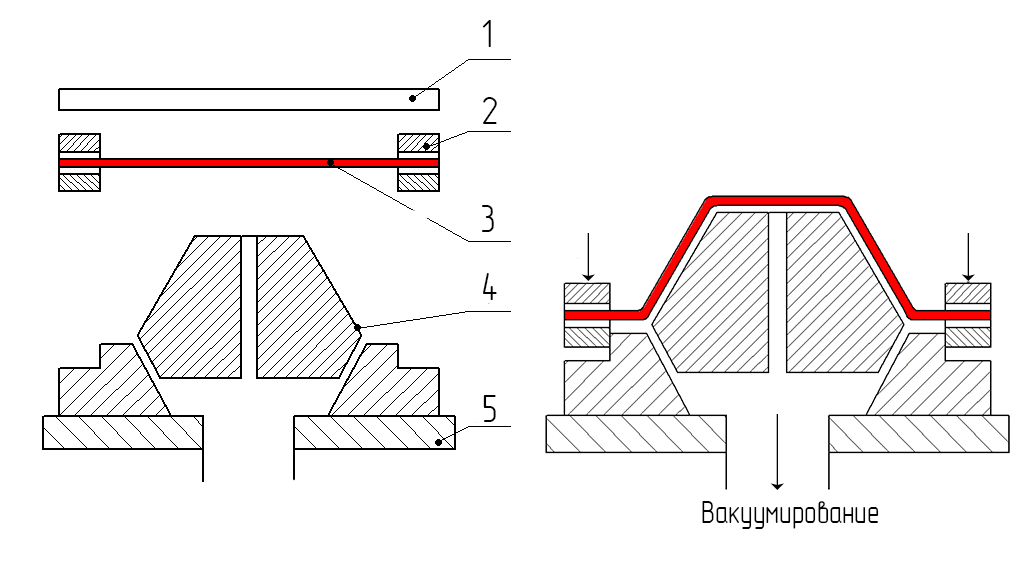
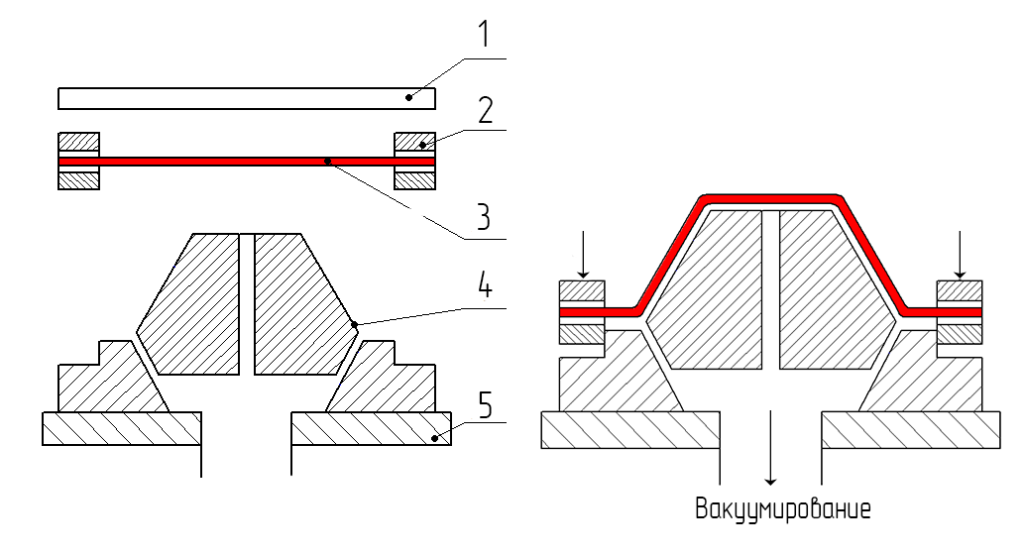
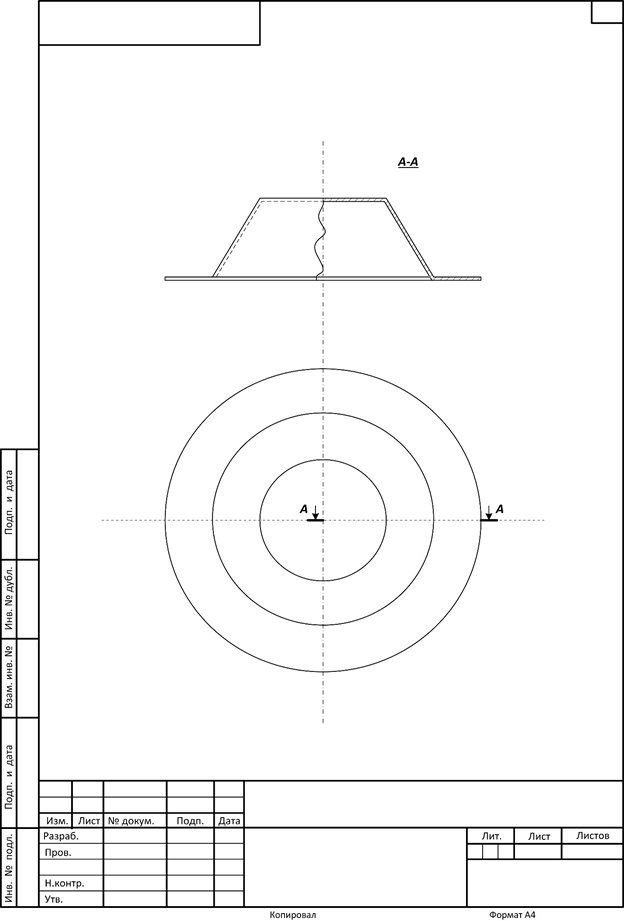
Требуется начертить внешний вид осесимметричной пластмассовой детали, получаемой прессованием листовой заготовки (рисунок 7.7). Метод: термоформование (размягчение термопластичного листа, формование на матрице/пуансоне и охлаждение). Описаны этапы: закрепление заготовки, нагрев до пластичного состояния, формование (вакуумное, пневматическое, механическое), охлаждение и вырубка окантовки. Приведены примеры материалов и диапазоны формовочных температур: PS 120–140 °C, PMMA 140–180 °C, ABS 130–160 °C.
Список источников: Вайспапир В.Я. «Технология производства электронных средств» (учебное пособие), Вайспапир В.Я. «Стандартизация конструкторской документации» (СибГУТИ), ГОСТ 3.1103-2011, ГОСТ 3.1118-82, ГОСТ Р 59681-2021, ГОСТ 19113-84, ОСТ107.460091.001-86, а также электронные ресурсы (ссылка на ESKD-приложение). Рекомендации по оформлению документов и маршрутных карт в соответствии с ГОСТ.


Добавить комментарий